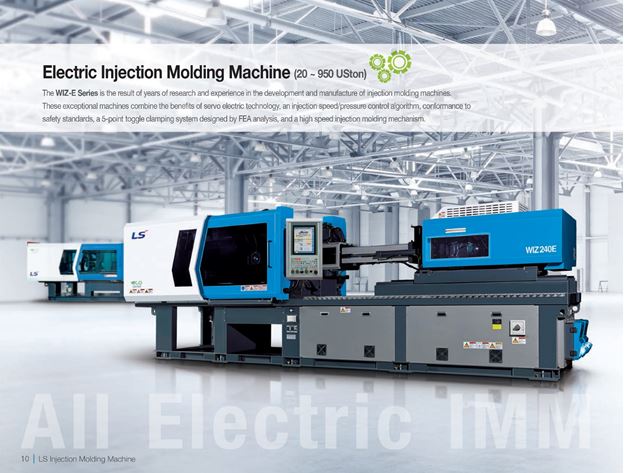
All electric injection molding machines have been on the market for decades now, and there are many benefits in utilizing all electric injection molding machines. Although there are still applications for standard hydraulic and hybrid injection molding machines, many of the major injection molding machine manufacturers are primarily focused on manufacturing all electric molding machines. This is especially so as technology is constantly advancing and the previously too expensive to build larger tonnage all electric molding machines are becoming more and more common. It is clear that the future of the industry is in all electric injection molding machines.
Here are the top 5 reasons why it makes sense to mold with all electric injection molding machines.
1.) Cleanliness (No hydraulic oil, no oil leaks and spills on the floor)

- No Oil Equals No Mess
When comparing injection molding machine types, there are standard hydraulic injection molding machines, hybrid injection molding machines and all electric injection molding machines. Standard hydraulic and hybrid injection molding machines require hydraulic oil to actuate the clamping motion and injection unit of the molding machine. All electric injection molding machines use servo electric motors to actuate all of the machines motions and have no need for hydraulic oil.
All electric injection molding machines cannot leak oil, because they don’t use oil. Your manufacturing floor will be free of dirty and slippery oil leaks which is a huge safety hazard during mold changes. Not to mention you will no longer have to replace the hydraulic oil after the 2 to 5+ year life cycle of the oil. The life cycle of the oil depends on if you run 24/7 and also if you run the oil temperature hot which accelerates degradation. It’s a big difference having to use and not having to use hydraulic oil.You never want oil contaminating and undermining your production floor, but this becomes a serious problem when you are in the food packaging, medical molding or clean room required industries. - No Oil Changes Equal Less Maintenance
The life cycle of the hydraulic oil in a machine depends highly on the hours of use and the quality of the machine itself. We have seen some instances where the hydraulic oil became extremely contaminated in as little as 6 months of use on a competitors brand new machine. Imagine having to replace oil every 6 to 12 months, not to mention the cost of the oil which can get relatively expensive with larger machines requiring over 500 gallons of hydraulic oil. With our hybrid injection molding machines, we have seen some of our customers, who periodically test the quality of their hydraulic oil, get 5 or more years of use out of their hydraulic oil. However, please note that the manufacturer does recommend that the hydraulic oil be changed every 3 to 4 years depending on the hours of operation.
The clean and quiet working environment that you get with all electric injection molding machines make them the ideal machine to use for food packaging and medical molders. You won’t have to worry about getting oil contamination when cleaning your facility before a plant audit and sending your customers contaminated parts.
2.) Low Energy Consumption

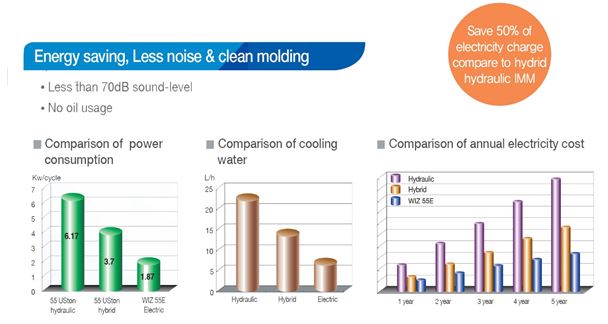
Contrary to its name, all electric injection molding machines are extremely energy efficient. If you compare running the same part and mold in a standard hydraulic injection molding machine vs an all electric injection molding machine, you will see a 50% to 70% energy savings in most applications.
In a standard hydraulic injection molding machine, the hydraulic pump is constantly on when the machine is running. It has to keep running to circulate oil, and is generating heat as long as the machine is running. On the other hand, because all electric injection molding machines only consume electricity as the servo motors turn to actuate movement, much of the production cycle is spent idling, this is especially so during the cooling phase of your cycle
- All Electric Servo Motors
Standard hydraulic injection molding machines have one or more pumps that generate hydraulic pressure, and valves that direct the pressure to the hydraulic mechanisms to build pressure based on the needed movements. All electric injection molding machines do not have a central electric motor, but use individual electric motors designed for each function that is needed throughout the machine, i.e. mold open/close, injection, recovery, and ejection. This means that the motors can be idle until their specific function is required. This is a night and day comparison vs a standard hydraulic injection molding machine that has to run its pumps continuously, even when nothing is happening. This is especially apparent during the cooling phase. - No Hydraulic Cooling Needed
The energy savings don’t end with the injection molding machine. With the elimination of the hydraulic pump circuit also goes its need for cooling on the hydraulics. Because all electric injection molding machine don’t have hydraulics, they don’t require machine cooling. The only cooling that you will likely need is for your mold and feed throat. This leads to additional savings as you will not need the additional water lines and permits to put them up. Chillers also consume large amounts of electricity, and cooling towers consume water, electricity and require frequent maintenance and monthly water treatment plans. - Less Equipment Equals Less Maintenance
It is very common for customers who use only all electric injection molding machine to only have chillers in their plant. This is because they no longer have a need for a high temperature circuit of cooling (85-95F) for their machines, and only require the low temperature circuit of chilling (anything under 80F, usually 55F) for their molds and feed throats. Having fewer pieces of equipment obviously means, less capital invested, less upkeep and maintenance costs, less energy consumed, and lower overhead.
- Overall Plant Energy Savings
All electric injection molding machines also run significantly cooler because there is no heat being generated by a hydraulic pump. Medical and clean room molding facilities are often climate controlled, which means that the air conditioning system does not have to work as hard to remove the heat from the molding room, if the machine is all electric. This is another reason why medical and clean room manufacturers almost exclusively use all electric injection molding machines. - Think Long Term Savings
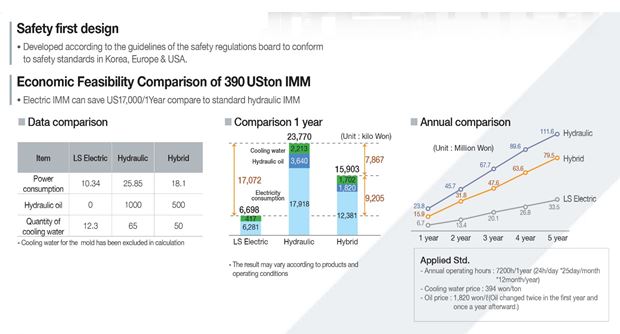
Based on all of the above points, when comparing a 390 ton standard hydraulic injection molding machine vs an all electric injection molding machine, there is around $17,000 of annual savings on the all electric machine. This number represents the savings based on today’s factors, but is only expected to increase as energy costs all across the US and Mexico are constantly on the rise. With proper maintenance and care, quality injection molding machines should last 20+ years. This means that when considering a new injection molding machine, you need to be thinking of 10 to even possibly 20 years down the road. Make sure to purchase your new machines from a reputable and established company who manufacturers their own components, such as platens, motors, sensors, breakers, contactors, cables etc. This ensures that you will always have access to replacement parts. LS Mtron is an example of a billion dollar company that manufactures all of the major components in their machines in house. www.lsmtron.com www.lscns.com www.lsis.com
3.) High Repeatability and Precision (Closed loop controls and linear motions)
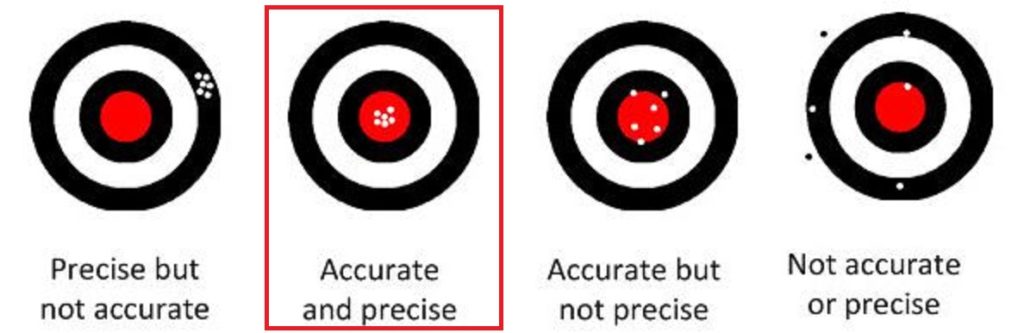
- Accuracy
Of the 3 types of molding machines, all electric injection molding machines have the highest accuracy and repeatability. This is because of the fact that these machines use electric servo motors with a 0.1mm +/- rotation to actuate their movements. This type of movement allows the process to completely negate the fluctuations and inaccuracies of movements actuated by hydraulic pressure and their unavoidable pressure curves. - Consistency In Production
Standard hydraulic injection molding machines constantly experience variations in their process throughout the year, and even throughout the day. This is because the weather is always changing and has an effect on your machines temperature and humidity. As hydraulic oil gets cooler, its viscosity increases, and as hydraulic oil gets warmer, its viscosity decreases. The way hydraulic oil performs also changes as it degrades over time. This means that the way the oil in a machine moves and lubricates will always eventually be totally different than day 1.This also means that your molding machine’s process may need to be adjusted periodically throughout the day. Standard hydraulic molding machine controls are considered “open loop” because they send signals to valves to adjust pressures, but don’t actually have direct control over the physical movements of the machine, and thus cannot make all of the minor adjustments that an all electric machine can make in real time. All electric injection molding machines are considered to have “closed loop” controls because they control every movement with physical gear turns of their servo motors, and have the ability to constantly monitor and control their positions and speeds to a very tight tolerance, regardless of the ambient conditions. This is the difference between “closed loop” and “open loop” controls.
All electric injection molding machines are the perfect fit for manufacturing most complex, difficult, and thin walled parts. You can inject very accurate shots, while maintaining precise repeatability through the day, night, and seasons.
4.) High Speed
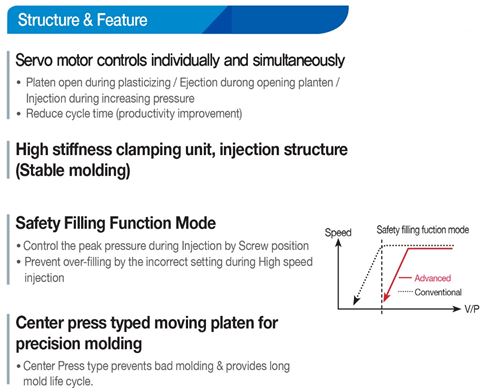
- Simultaneous Movements
All electric injection molding machines have multiple electric servo motors. These motors are coupled to pulleys and belts that work onto ball screw mechanisms that actuate the movements of functions, i.e. platen open and close. The ability all electric machines have to make compound movements (actuating multiple functions at the same time) is one of the reasons why electric machines often times produce reductions in cycle time vs standard and hybrid injection molding machines. You can “eject on the fly” or eject your parts before opening the mold completely,and you can start recovering the screw while opening and closing the mold. Hydraulic injection molding machines can only handle one movement at a time, because they typically only have one hydraulic pressure circuit to actuate movements. This becomes a huge game changer for many molders when they decide to advance to all electric injection molding machines.
- Instant Torque
We all know that electric cars get their immense speed from having instant torque from their electric motors, and the same goes for our all electric injection molding machines. They have instant linear motions from our AC electric servo motors, and can achieve up to 800mm per second injection speeds, and can also have multi-step injection speeds with our high output and high response AC servo motors.
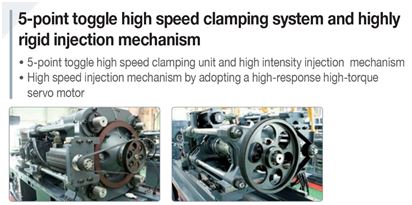
With all that instant torque also comes the need for a very rigid and robust toggle clamping mechanism. LS Mtron utilizes a very rigid 5 pin toggle mechanism to ensure that you will continue to have a fast and reliable machine. Our platens and toggles have gone through extensive FEA (Finite Element Analysis) to determine where all of the major stress points on the mechanisms are. We also utilize the highest quality steel and casting technologies via our own inhouse steel forging division. All of this is done to maximize the lifetime of our all electric injection molding machines.
We also utilize a very robust and precise ball screw mechanism to actuate the clamping motion. As is with any machine component, the range of performance and quality can range drastically, so it is important to ask what manufacturer’s ball screw the injection molding machine you are looking at uses to fully understand its reliability of performance.
5.) Technology Advancements
- Extremely Reliable
All electric injection molding machines are the most reliable of the different types of injection molding machines. This is because unlike standard hydraulic injection molding machines and hybrid injection molding machines that were designed many decades ago, and are often more geared for a lower price bracket, all electric injection molding machines typically use state of the art technologies available. All electric injection molding machines are also very quiet while running, and most run at or below 70db. This means that your employees are not required to wear hearing protection while operating the machines.
You will have no oil, less maintenance, more accuracy, higher repeatability, energy savings, a much quieter work environment and a machine that is easier to maintain to continue running production. - Automated Features
With all electric injection molding machines you will have no sticking valve issues, degrading oil quality issues, ambient temperature process fluctuations and noisy pumps.Many of the all electric injection molding machines have safety features standard, like mold safety to prevent crushing parts and foreign objects in the mold, cold screw rotation prevention to prevent the mistake of accidentally rotating the injection screw when the plastic is still cold and solidified from the machine being idle.Most machines will have a centralized lubrication system or automation lubrication system to automatically pump grease onto the tie bars, toggle links, linear guides and other locations where greasing is necessary. So as long as the grease reservoir or cartridge is full, the injection molding machine will automatically grease the areas that need lubrication based on the number of full cycles. When the grease levels are low, some machines have sensors to alert that the grease reservoir or cartridge levels are low to remind your maintenance team to refill grease or change the cartridge.
Conclusion
Many of our customers prefer All Electric Injection Molding Machines based on the following:
- The highest degree of cleanliness
- Very low energy consumption
- Very high repeatability and precision
- High speed molding
- Technological Advancements and Features
For these reason an all electric molding machines are extremely reliable for long term production runs.
We always recommend LS Mtron’s all electric injection molding machines when customers want to make millions of parts reliably every year. If it’s a 24/7 operation that is required for maximum production rates, this is the best type of molding machine money can buy. We have customers that run “lights out” without any personnel on-site outside of normal business hours and weekends without any downtime.
 Hirate America is partnered with LS Mtron Injection Molding Machines (formerly known as LG Injection Molding Machines) who manufactures all electric injection molding machines in South Korea ranging from 20 to 950 US tons. We can provide a complete turn key solution including machines, molds, auxiliary and automation equipment. Contact us today to request more information and a proposal for your project.
Hirate America is partnered with LS Mtron Injection Molding Machines (formerly known as LG Injection Molding Machines) who manufactures all electric injection molding machines in South Korea ranging from 20 to 950 US tons. We can provide a complete turn key solution including machines, molds, auxiliary and automation equipment. Contact us today to request more information and a proposal for your project.
If you have a project that you would like to discuss, feel free to contact us below to schedule a free consultation.