In any industry, we all know that implementing robots result in labor savings so the equipment gives you a great return on investment. You can extract parts as fast as possible, stack parts, palletize parts, insert metal parts for over-molding applications, cut gates from the parts and insert decorative labels for in-mold-labeling applications. The only limitation is our imagination and the cycle time(also known as TACT time) it has before the next part is ready to be extracted from the mold.

Top entry robots have been out in the market for many decades. Originally they were all pneumatic air cylinder robots. Through the years electric servo motor costs have come down and many robot manufacturers have adopted servo motors for the best balance between cost, speed and accuracy. Currently many top entry robots have the accuracy of 0.1mm which is more than sufficient in extracting parts from molds.
We will discuss the 5 most important features in selecting a good top entry robot for your application.
1.) Improvement in Part Quality and Insurance Against Mold Damage
Without a robot, most injection molders drop parts underneath the mold. With many parts, this introduces the possibility of cosmetic defects and a chance for the parts to collect contamination through dirty part collection bins and grease from tie bars. To avoid this, many molders choose to utilize a top entry robot to extract parts directly out of the mold during ejection.
Have you ever had a part hang on the mold and the mold closes and damages the part and sometimes even your mold? Make sure with your robot manufacturer that the robot can use part extraction confirmation via vacuum pressure when using suction cups or proximity or optical sensors when utilizing grippers. When using the robot part confirmation feature, you will no longer have to worry about damaging your mold and shipping out crushed parts. Basically, it’s your insurance policy to avoiding damaged parts and mold damage.
Make sure that the robot manufacturer provides at least 1 vacuum generator circuit and 1 mechanical
gripper circuit so you can utilize suction cups on your End-of-Arm-Tool also known as EOAT which is the robot’s customized hand to extract your parts and runners. Always remember it’s easier and more economical to add features at the factory that is building your robot than to add it at a later date on the field.

2.) Robust Construction for Maximum Payload
Many robot manufacturers cut costs by offering their customers a unit that has a lower maximum payload. This means the robot usually has lower capacity servo motors and the Finite Element Analysis is based off of the lower maximum payload. If in the future you utilize a EOAT that is either at the limit or over the limit, the robot will have to run much slower since the robot arm will vibrate and shake since it wasn’t designed to handle heavy payload EOATs.
As a rule of thumb, EOAT’s with grippers usually weigh more than EOATs with suction cups. It is best to always think about the possible future applications that you may want to run with the robot when selecting a robot with a low payload.
Another fact is look for a robot that utilizes rack and pinion mechanisms instead of belts. Belts used for robots is called an iron rubber belt and there are steel wires inside the rubber but with all types of belts they expand over time and the tension needs to be adjusted periodically. Also belts will always tear and will require replacement. Just ask yourself why we need to change the timing belts and serpentine belts on our cars but we never need to change the rack and pinion steering. Imagine if the steering on our cars were using belts. That would not be very safe.
Some customers accidentally use corrosive cleaning solutions on the robots and we have seen the rubber belts deteriorate prematurely and tear so always consult with the robot manufacturer what type of cleaning solution to use.
Also if you are looking to utilize the robots for a medical application, belts produce either a black or white dust so in a clean room application you will need to clean the robot periodically around the belt pulleys.

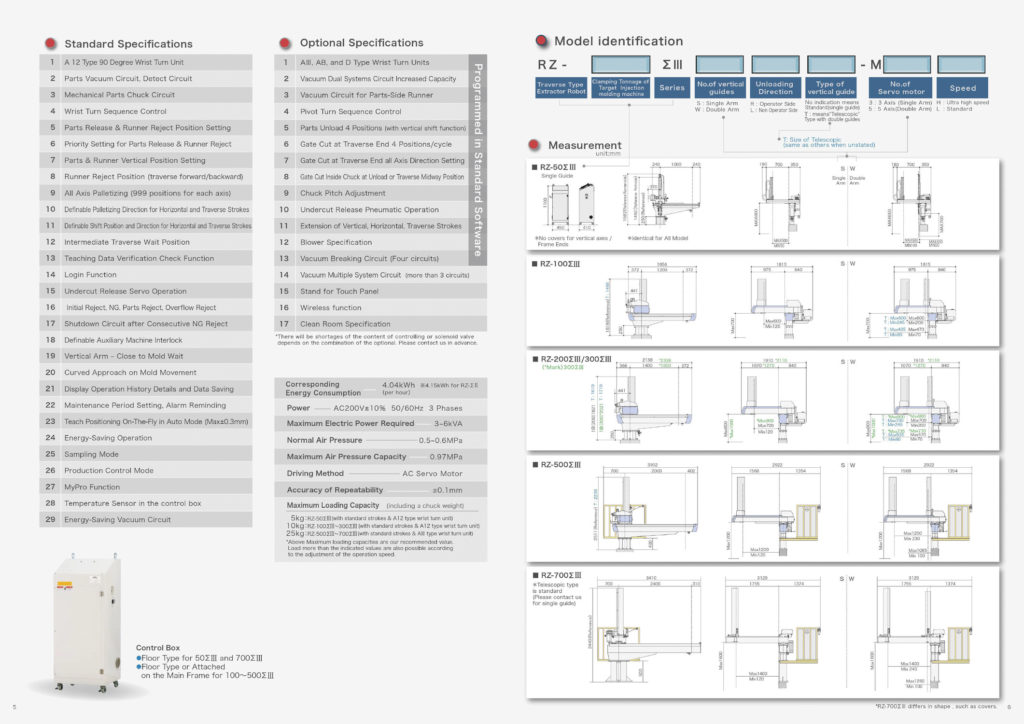
3.) Maximum Speed for your Application
It is very important to achieve the fastest cycle time so you make more parts consistently. Usually a robot manufacturer has the Economic Budget-type robot, a High Speed robot and an Ultra High Speed robot. This is usually dictated by the customer and their cycle times.
If the cycle time ranges above 15 seconds and the extraction time can be a little slower and you should select the Economic Budget-type robot.
If the cycle time ranges below 12 to 15 seconds and you want to extract the parts decently fast, then you should select the High Speed robot.
If the cycle time ranges below 12 seconds down to 4 seconds, now your extraction time even cutting down 0.1 or 0.2 seconds becomes critical so you should select the Ultra High Speed robot. Based on the vertical distance that the robot needs to travel, and the EOAT weight, typical full extraction times are in the range of 0.5 to 1.5 seconds. This depends on how deep the part is, size of molding machine, extraction method and other variables. Some robot manufacturers have robots that can successfully take out parts from the mold in 0.19 seconds.
When running a robot fast with a heavy payload EOAT, some robots shake and deflect since their vertical arm is designed flimsy. We see many robots running at their top speed shaking and dropping parts which defeats the purpose of having a consistent cycle time 24/7. Remember to select the most robust and over engineered robot.
Also remember speed isn’t everything if it isn’t reliable and expensive to fix. Again we see many robots that are fast for the first couple months to a year but we see customers with belt issues, pulley issues and cracking vertical arms time to time. Some of these fixes requires a technician to visit your facility to bring the unit back to factory specifications. To avoid these problems, remember to look for quality construction and reliable mechanisms. Our customers report that the robots we specified for them lasting over 25 years while others manufacturer’s robot’s main components failed within 10 years and cost much more to maintain to continue a 24/7 production schedule.
4.) Good Track Record of Long Term Reliability and Low Maintenance Costs
When selecting a robot, ask for other customer references and talk to their customers. Ask how many years their oldest robot has been running and what their maintenance costs are. A well built full servo robot should easily last 20 years with minimal maintenance of greasing the linear guides and drive components.
Some of our customers are using their robots from 25 years ago with minimal maintenance issues. Again the emphasis on a well built robot is very important since some robots are only engineered to last 5 to 10 years. Sometimes there is a significant difference in component quality and that reflects in the price of the robot so remember price of the robot should never be the deciding factor of selecting a quality robot.
We also hear some customers reporting to us that they spend over $10,000 a year for maintaining their $25,000 robots so they end up purchasing new robots after 10 years. This should not be the case if you select a quality robot.

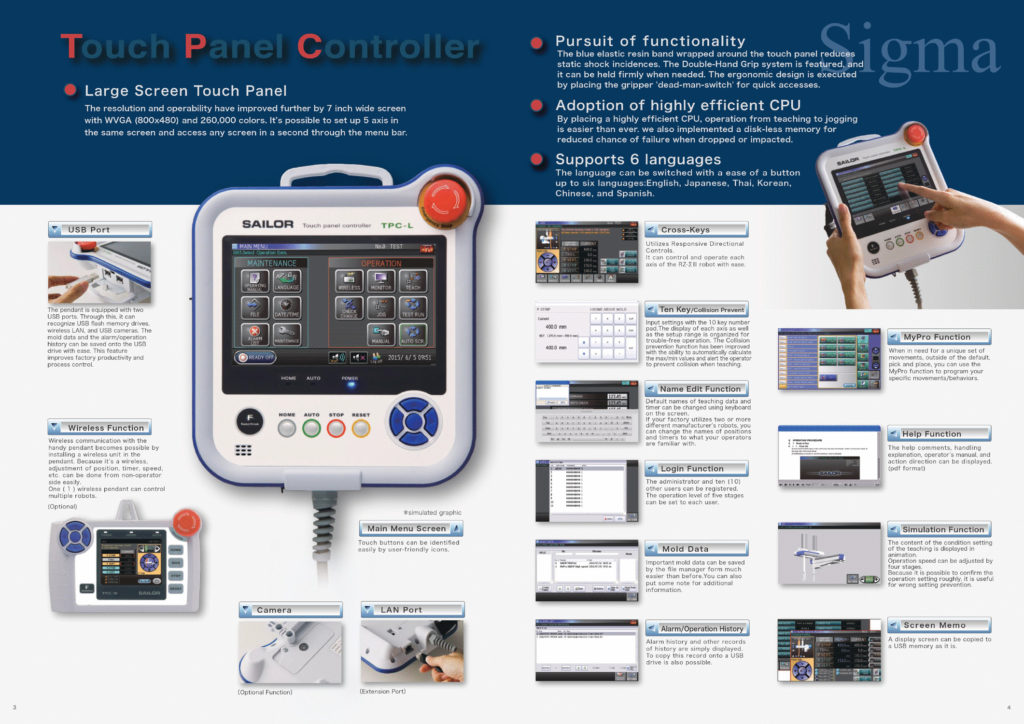
5.) Flexibility and Ease of Use
When selecting a robot you need to keep in mind to have a good balance between flexibility and ease of use. Usually the operators and technicians that use the robots on a day-to-day basis are not college graduates with an engineering degree. The robot controller should be simple enough for a high school graduate to operate with ease. Go over the controller with the robot manufacturer to see if it is easy to use for your application. You shouldn’t need an engineer or factory technician to teach the robot for every new mold that comes into your facility.
Some robot manufacturers give too much flexibility in their robots and that turns into complexity and safety concerns. If the robot can be taught and programmed with no limits there is a high likelihood that there will be an accident due to user error. For example you shouldn’t be able to flip the EOAT inside the mold or anywhere lower than the position where the robot is at the highest position. There should be interlocks and safeties in place where the robot cannot be taught incorrectly.
In some applications the rules can be broken but for normal operation of the robot it is best to keep it simple and safe. If the robot crashes into the mold you will encounter possible mold and end-of-arm-tool damage. Ultimately this results in unexpected loss in production which is an expensive price to pay.
Don’t let this happen to you. Select a robot manufacturer that focuses on a controller that has simplicity and emphasizes on safety.
With any product on the market. Not all top entry robots are manufactured to the same standard. Large or small we can help determine the best robot for you.
Having an extremely well engineering and reliable machinery for the plastics industry is a must these days and Hirate America partners with Sailor Automation, a Japanese based company (one of the most well-known respected in the industry) for high end solution and Yudo-Suns, a Korean based company for middle of the road solution.
![]()

![]()
If you have any questions regarding top entry robots, please contact any of the Hirate America team members to provide an automation solution tailored to your requirements.
